
商品紹介
■NCA 【ノンキレート電解脱脂剤】 万能型

サンライト NCAは、キレート剤及び重合燐酸塩を含まず廃水公害の安全を優先に組成された電解脱脂・脱スマット剤であります。
特 長- 初段、中間及最終の各電解液に使用できる。
- 鉄はもちろん銅、ダイキャストに併用できる。
- 連続補給で能力は安定(超ロングライフ)
鉄素地
【濃度】60~100g/L 【温度】50~90℃ 【時間】1~5分
【電流密度】5~12A/dm² 【極性】 + 又はPR 【PR比】 + 3 : 1 -
銅素地
【濃度】40~70g/L 【温度】30~50℃ 【時間】0.5~3分
【電流密度】3~8A/dm² 【極性】 + 又は -
ダイキャスト
【濃度】10~50g/L 【温度】30~50℃ 【時間】1~2分
【電流密度】2~5A/dm² 【極性】 + 又は -
■エポックA 【高速度脱脂剤】 鉄鋼浸漬用

- 強力な洗浄力で工程・時間の短縮が出来る。
- 短時間ですべての油脂を洗浄出来る。
- 連続補給による使用が可能で、液寿命が長く経済的である。
【濃度】30~60g/L(基準濃度:40g/L) 【温度】 60~80℃
【時間】3~10分
浸漬中、処理液を流動するか処理物を揺動しますとより効果的です。
■サンストリップN-400 【ニッケルめっき剥離剤】 鉄 素地用

サンストリップN-400は鉄素地上のニッケルめっき剥離剤で、従来品と異なり一液で使用致します。従って取扱いが容 易で作業性に優れ、しかも迅速な溶解力に加えて剥離量も多く、サンライトが自信をもってお薦めできる製品です。
作業条件電解ニッケルめっき
【濃度】サンストリップN-400 400~500cc/L
【温度】常温~80℃ 加温に従い剥離速度は増します。
■NAS-727 【活性化剤】 再生めっき用

- 本ラインで素材品、再生品を同時に処理できる。
- 強力な活性化力で仕上がりがきれいになる。
- 一液性なので、液管理が楽である。
- 空中バクロ及び水洗槽に於ける錆の再発が極めて少ない。
- 不導体皮膜の溶解が速く、かつ金属の浸食が極めて少ない。
- 電解脱脂はどちらの方法でも良い。
【濃度】15~25%(20%) 【温度】 60~70℃(65℃)
【時間】30~60秒
※加温は石英ヒーター又は、テフロンチューブ
■サビナインFe 【水溶性防錆剤】 鉄鋼用

- 本剤の水溶液に浸漬しておけば、半年以上の長期防錆が可能である。
- 水溶液に浸漬後、空気中に放置しても2~3週間防錆可能である。
- 油性防錆剤のようなベトベト感がなく、後処理時の脱脂がいらない。
- 防錆皮膜は簡単な水洗で除去が可能である。
下記の表の防錆日数を目安にサビナインFeの濃度を決定して下さ い。
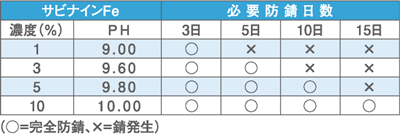
※5分間浸漬後、空中放置
※放置場所の雰囲気により若干の差が出ます。
浸漬したまま使用する場合は、1~3%濃度で充分です。
■ライフX-1 【連続補給型電解脱脂剤】

- 特殊耐アルカリ型活性剤が強力な分散性を有し、再汚染を防止する。同時に持続性に優れ連続補充で使用出来る。
- 電導性がよく特に高温処理剤ですので、油脂及び固着研磨剤等は簡単に除去出来る。
- 陽極法、PR法いずれの方法でも使用出来るが特に加熱脱脂省略の初段電解法が最も効果的で脱スマット力は最高で ある。
- 鉄素地銅素地に関係なく使用出来る。
- 管理法はアルカリ度の測定だけでよい。
- 廃水は単なるアルカリ液として処理するだけでよく、中和剤としても使用出来る。
鉄素地
【濃度】80~120g/L 【温度】60~80℃
【時間】2~5分 【電流密度】5~15A/dm² 【電極】陽極又はPR法
銅素地
【濃度】10~50g/L 【温度】40~60℃ 【時間】1~3分
【電流密度】1~5A/dm² 【電極】陽極又は陰極法
■酸電解 E-700

- 特殊活性剤が分散性を有し再汚染を防止し、同時に持続性に優れ連続補充で長期間使用出来る。
- 研磨面を浸蝕せずにアルカリ脱脂で生じたスマット及び赤錆が簡単に且完全に除去出来る。
- ミストの発生も殆どなくアルカリ型に比較して作業性にも優る。
- 液体で建浴、補給が簡単容易、又液管理も全酸度の測定だけで補給量が決まるので簡単。
- 廃液処理はアルカリ型と違ってPHを上げれば不純金属は沈降する。
【使用槽】塩ビ・ゴムライニング又はFRPでオーバーフロー循環
【排気設備】大容量、高電流処理の場合あればなおよい。
【極板】専用極板(処理面積の1.5倍~3倍) 【極性】陰極電解
【濾過】常時若しくは定期的に行えば液寿命が延長される。
【濃度】15~30%
【温度】常温~60℃ 強固な錆、黒皮の除去は加温すれば効果大
【電流密度】3~15A/dm²(除錆の場合8A/dm²以上)
【加温方法】石英ヒーター又は専用加熱管
■サンパワー 【酸洗強化剤】

- 黒皮、溶接スケール、スポット溶接合わせ目の油が短時間で落ちる。
- 脱脂された油はエマルジョン化せず分離浮上し、すくい取ることにより酸洗液の老化を防止出来る。
- ミストの発生を抑え、サンパワー自体の臭気もない。
- 処理した品物の表面が均一な仕上がりになる。
【濃度】塩酸の場合 20~30% 硫酸の場合
【添加量】サンパワー 30~50cc/L 【温度】20~40℃
【時間】2~15分